Trier par
Montrer
par page
Forer et fraiser
HSS KEGELSENKER 12,4MM DIN 335

Kegelsenker finden sehr häufig ihre Anwendung beim Entgraten von Bohrlöchern oder beim Ansenken von Gewindebohrungen. Ebenso sind die 90° Kegelsenker hervorragend geeignet zum Ansenken bei der Verwendung von Senkkopfschrauben.
Connectez-vous pour voir le prix
Forer et fraiser
SCHWEISSPUNKTFRAESER HSCO 8,0x45 MM

Speziell für die Schweisspunktfräsmaschine (Artikel-Nr. 8696-112-900) entwickelte Bohrer mit äußerster Warmhärtebeständigkeit und präzisem Anschliff.
Connectez-vous pour voir le prix
Forer et fraiser
HSS KEGELSENKER 6,3MM DIN 335

Kegelsenker finden sehr häufig ihre Anwendung beim Entgraten von Bohrlöchern oder beim Ansenken von Gewindebohrungen. Ebenso sind die 90° Kegelsenker hervorragend geeignet zum Ansenken bei der Verwendung von Senkkopfschrauben.
Connectez-vous pour voir le prix
Forer et fraiser
HSS KEGELSENKER 8,3MM DIN 335

Kegelsenker finden sehr häufig ihre Anwendung beim Entgraten von Bohrlöchern oder beim Ansenken von Gewindebohrungen. Ebenso sind die 90° Kegelsenker hervorragend geeignet zum Ansenken bei der Verwendung von Senkkopfschrauben.
Connectez-vous pour voir le prix
Forer et fraiser
Meche a depointer 6x70 HSCO-TICN renforcé

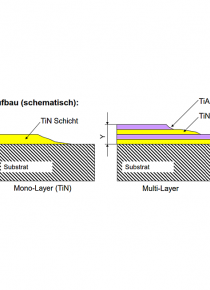
Diese Bohrer wurden mit einer neuen Oberflächenbeschichtungstechnik hergestellt. Diese Technik ist ein Mehrlagenschichtsystem aus verschiedenen Materialien, wie Titan Nitrid (TiN) und Titanaluminiumnitrid (TiAIN). Diese beiden Materialien sorgen dafür, dass der Verschleißfortschritt am Bohrer verlangsamt wird. Mit dieser Beschichtung erreichen wir eine Wärmefestigkeit und Härte. Die Härte wird mit 3.300 HV angegeben. Die normale TiN Schicht hat zum Vergleich nur eine Härte von 2.300 HV. Das HV steht für Härte nach Vickers. Das ist ein Prüfverfahren, das speziell für Beschichtungen genommen wird. Hierfür wird eine genormte Diamantenprüfspitze mit einer gewissen Kraft, während einer bestimmten Zeit in das Material gedrückt. Das Verhältnis zwischen Kraft und der Fläche, die eingedrückt wurde, wird mit einem Faktor multipliziert und daraus ergibt sich dann der Wert, der oben zu lesen ist. In diesem Fall wurde mit einer Kraft von 5g geprüft. Die Farbe des Bohrers ist violett und er weist einen Reibungskoeffizienten von 0,6 auf. Seine Anwendungstemperatur beträgt max. 800°C.
Connectez-vous pour voir le prix
Forer et fraiser
Meche a depointer 8x80 HSCO-TICN renforcée

Revêtement spécial multicouche
la température d'utilisation est de 800°C max.
Coefficient de friction de 0,6
Connectez-vous pour voir le prix
Forer et fraiser
Meche a depointer 10x90 HSCO-TICN renforcé


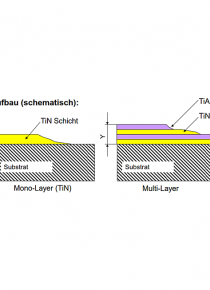
Diese Bohrer wurden mit einer neuen Oberflächenbeschichtungstechnik hergestellt. Diese Technik ist ein Mehrlagenschichtsystem aus verschiedenen Materialien, wie Titan Nitrid (TiN) und Titanaluminiumnitrid (TiAIN). Diese beiden Materialien sorgen dafür, dass der Verschleißfortschritt am Bohrer verlangsamt wird. Mit dieser Beschichtung erreichen wir eine Wärmefestigkeit und Härte. Die Härte wird mit 3.300 HV angegeben. Die normale TiN Schicht hat zum Vergleich nur eine Härte von 2.300 HV. Das HV steht für Härte nach Vickers. Das ist ein Prüfverfahren, das speziell für Beschichtungen genommen wird. Hierfür wird eine genormte Diamantenprüfspitze mit einer gewissen Kraft, während einer bestimmten Zeit in das Material gedrückt. Das Verhältnis zwischen Kraft und der Fläche, die eingedrückt wurde, wird mit einem Faktor multipliziert und daraus ergibt sich dann der Wert, der oben zu lesen ist. In diesem Fall wurde mit einer Kraft von 5g geprüft. Die Farbe des Bohrers ist violett und er weist einen Reibungskoeffizienten von 0,6 auf. Seine Anwendungstemperatur beträgt max. 800°C.
Connectez-vous pour voir le prix
Forer et fraiser
SCHWEISSPUNKTBOHRER 6MM


Zum sauberen und gratfreien Aufbohren von Schweißpunkten.
Connectez-vous pour voir le prix
Forer et fraiser
Meche à depointer 8MM


Zum sauberen und gratfreien Aufbohren von Schweißpunkten.
Connectez-vous pour voir le prix
Forer et fraiser
SCHWEISSPUNKTFRAESMASCHINE D-5120C

Die Schweißpunktfräsmaschine sorgt mit Ihrem pantentierten, pneumatischen Bohrspindel-Vorschub für konstanten Anpressdruck und ermöglicht so kraftsparendes Arbeiten. Durch die abnehmbaren Bügel können sowohl innen - als auch außenliegende Schweißpunkte gesetzt werden. Zudem ist die Frästiefe stufenlos einstellbar. Der automatisch, pneumatische Anpressdruck erhöht die Schnittleistung und Lebensdauer der Fräser.
Connectez-vous pour voir le prix